Defence Research and Development Canada Dockyard Lab Report: Non-skid Deck Coating Failure on HMCS Glace Bay
This article was originally published in the Fall 2014 edition of the Maritime Engineering Journal, and is reprinted here with the permission of DND.
Introduction
Canadian Fleet Atlantic Headquarters requested the assistance of Dockyard Laboratory (Atlantic) to investigate the failure of the non-skid deck coating on the foc’sle of the maritime coastal defence vessel HMCS Glace Bay (MM-701). The coating – a non-skid epoxy overlying an epoxy primer (each a two-part formulation) – was barely a year old when large patches began to lift off, exposing the steel deck beneath. The investigation failed to find any evidence of chemical deficiency or mechanical damage due to foot traffic and/or ice chipping, but it did show that the primer and topcoat had not been applied properly by a contractor.
Investigation
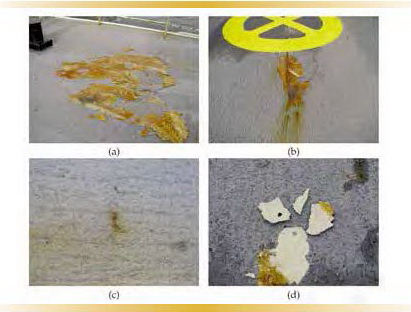
An on-site inspection confirmed the deterioration of the coating in at least three regions (Figure 1). The major damage was localized in patches of less than a metre square each. There was no apparent peripheral wear that could be attributed to high foot traffic, nor was the damage in locations that would immediately seem prone to such use; the nearby walkways were in good repair. The coating around the affected spots was still adhered to the steel deck plates, but could be easily pried up in large pieces with a small lab spatula. In other areas, small cracks and pinholes were stained with rust leaching out from the deck under- neath. Samples of the coating were taken back to the laboratory for further examination.
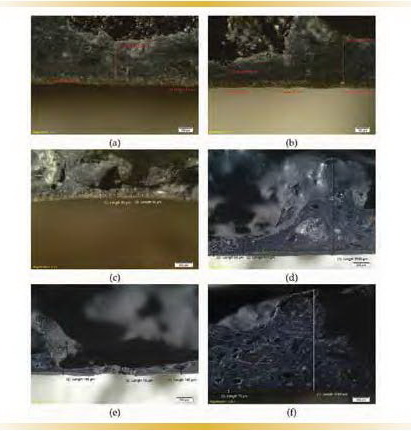
A cursory microscopic inspection of the damaged coating did not reveal any surface features that would indicate mechanical damage, e.g., gouges from ice chippers or scratches from dragged equipment. There were, however, regions where mud cracking had occurred (Figure 2). This is evidence of shrinkage as the material cured, producing internal stresses that the material could not sustain. Fourier transform infrared spectroscopic analysis of the coating failed to reveal any chemical deficiencies, for example, amine blooming, that could be tied to a problem with the formulation of the product. Additionally, the batch numbers of the products that had been applied indicated that all were well within their recommended shelf life. Portions of topcoat were selected randomly, and mounted in cross-section for microscopic examination (Figure 3).
The specified thickness for the primer layer is 125-150 μm[1]. However, the microscopic survey revealed that the primer was much thinner, indicating that too little had been applied in the affected areas. So too had the non-skid topcoat. Specified by DND to be 750-1000 μm thick[1] , the manufacturer notes that the surface profile should exhibit a uniformly rough appearance, with ridges 1.5-2.4 mm high, and no thinner than 760 μm (0.030’’) at the thinnest point[2]. It is clear in Figure 3 that neither complies with the specifications. In fact, in some places the combined coatings were so thin that light could shine through the pinholes.
The poor quality of the thin and irregular coat was exacerbated by air holes and voids, which can be clearly seen in Figure 3. While neither the DND directives[1] nor the manufacturer’s guidelines[2] mentions voids, it is generally true that voids create weak spots in a material, and suggest deteriorated and/or improperly handled product. The inconsistent topcoat thickness could account for the mud cracks shown in Figure 2.

The application guide for the product[2] cautions that “thick, carelessly applied coats will result in minimum coverage and be subject to mud-cracking and/or blistering.” This and the pinholes suggest both the topcoat and primer had indeed been “carelessly applied.”
The daily inspection reports (DIRs) were obtained. These record a few weather details and the particular product being applied on a certain day, but not which part of the ship was being painted. A comparison of the weather observations against the historical data at a nearby Environment Canada meteorological station showed a good correlation, although the historical data did indicate precipitation had occurred within 24 hours of painting on six occasions. The DIRs also showed that the maximum allowed surface temperature of 40°C[3] was exceeded on at least three occasions, and the minimum difference between surface temperature and dew point was questionable on five. The DIRs also did not indicate that the dry thickness of the primer had ever been measured.
Conclusions
In summary, there was no evidence of a problem with the formulation of either the primer or the non-skid topcoat, nor was there any indication of mechanical damage to the surface. While the daily inspection reports were rather lacking in detail, they do call into question the environmental conditions at the time that some of the coatings were applied.
More importantly, though, the microscopic survey of the coatings from the damaged areas did show quite convincingly that the primer and topcoat were not applied to the specified thicknesses. It was therefore reasonable to conclude that the failure was due entirely to poor application of the product by a contractor.
Acknowledgement
The author would like to acknowledge the assistance of his colleague, Nancy Herve, in this investigation.
Dr. Colin G. Cameron is a chemist with a background in electrochemistry and polymer science. He has been an employee of Defence Research and Development Canada – Atlantic since 2002, working in the Materials Identification and Analysis group at the Dockyard Laboratory (Atlantic) in Halifax. His areas of expertise include electrochemical energy storage, polymer actuators, non-metallic failure analysis, and fuels and lubrication chemistry.
(2009), Specification for Maintenance Painting of HMC Ships, Department of National Defence. D-23-003-005/SF-002. ↩ ↩ ↩
(2012), Application Guidelines Exterior Deck System Intershield 6LV & Intershield 6GV, International/AkzoNobel. Revision 7. ↩ ↩ ↩
(2012), Application Guidelines Cargo Holds Intershield 300, International/AkzoNobel. Revision 10. ↩